隨著環保法規日益嚴格和公眾環保意識增強,橡膠制造行業面臨巨大的廢氣與粉塵治理壓力。生產過程中產生的有機廢氣、硫化物、粉塵等污染物,不僅影響周邊環境與人員健康,也制約了企業的可持續發展。因此,采用高效、可靠的廢氣治理技術與粉塵治理設備,已成為橡膠廠綠色轉型的必由之路。
一、橡膠廠主要污染物來源與特性
橡膠生產涵蓋密煉、開煉、硫化、壓延等多個工序,污染物來源復雜:
- 有機廢氣(VOCs):主要來自密煉、硫化等工序使用的橡膠原料(如天然膠、合成膠)、增塑劑、軟化劑、防老劑等有機物質的揮發,成分復雜,異味明顯。
- 含硫廢氣:硫化過程中產生的硫化氫(H?S)、二氧化硫(SO?)等,具有腐蝕性和惡臭。
- 粉塵:主要產生于炭黑、粉料(如促進劑、填充劑)的輸送、稱量、投料以及膠料破碎等環節,粒徑細微,易漂浮擴散。
這些污染物具有排放濃度波動大、成分復雜、部分具粘附性等特點,治理難度較高。
二、核心廢氣治理技術
針對橡膠廢氣特點,主流治理技術可分為回收與銷毀兩大類:
- 吸附技術
- 原理:利用活性炭、沸石等吸附劑的多孔結構,捕獲廢氣中的有機分子。
- 應用:適用于中低濃度、大風量的VOCs治理,常作為預處理或深度凈化單元。需定期更換或再生吸附材料。
- 設備:固定床吸附罐、旋轉式吸附輪(RTO配套)等。
- 熱力焚燒與催化燃燒技術
- 原理:將廢氣加熱至高溫(熱力焚燒通常760℃以上,催化燃燒300-400℃),在催化劑作用下使有機物氧化分解為CO?和H?O。
- 應用:適用于中高濃度、可回收熱量VOCs的治理,處理效率高(>95%)。蓄熱式燃燒(RTO)和蓄熱式催化燃燒(RCO)能大幅降低運行能耗。
- 設備:TO(直燃爐)、RTO(蓄熱式熱力焚化爐)、CO/RCO(催化/蓄熱催化燃燒裝置)。
- 生物處理技術
- 原理:利用微生物的代謝作用,將廢氣中的有機成分降解為無害物質。
- 應用:適用于處理低濃度、易生物降解、氣量大的惡臭氣體和部分VOCs,運行成本低,但抗沖擊負荷能力較弱,占地面積較大。
- 設備:生物濾池、生物滴濾塔、生物洗滌器。
- 等離子體技術
- 原理:通過高壓放電產生高能活性粒子(如電子、離子、自由基),與污染物分子發生反應,使其分解。
- 應用:適用于低濃度、大風量廢氣及異味處理,啟動快、占地小,但對高濃度廢氣處理效果有限,可能產生副產物。
- 設備:低溫等離子體發生器。
三、關鍵粉塵治理設備
粉塵治理以物理捕集為主,核心在于“密閉收集+高效除塵”:
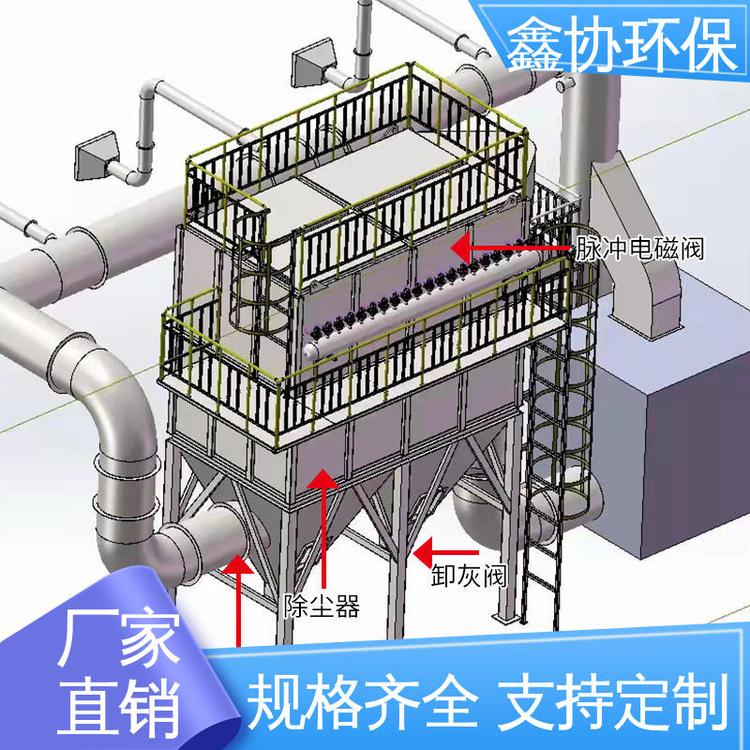
- 布袋除塵器
- 原理:含塵氣體通過纖維濾袋,粉塵被阻留在濾袋表面,凈化氣體排出。通過脈沖噴吹等方式定期清灰。
- 特點:除塵效率極高(>99.9%),對微細粉塵(尤其是炭黑)捕集效果好,適應性強,是橡膠廠粉塵治理的首選設備。需注意粉塵濕度、粘性可能帶來的糊袋問題。
- 濾筒除塵器
- 原理:與布袋類似,但采用折疊式濾筒,過濾面積大,結構緊湊。
- 特點:設備體積小,安裝靈活,更換方便,同樣具有很高的過濾精度。適用于空間受限的場合。
- 濕式除塵器(洗滌塔)
- 原理:使含塵氣體與液滴或液膜充分接觸,通過慣性碰撞、截留等作用捕集粉塵,并部分溶解廢氣中的可溶成分。
- 特點:可同時處理部分廢氣(如酸堿廢氣)和粉塵,無二次揚塵,適用于高溫、高濕、易燃粉塵環境。但會產生廢水需二次處理。
- 源頭控制與收集系統
- 重要性:有效的密閉收集是粉塵治理的前提。需對投料口、破碎機、輸送轉運點等產塵點進行局部密閉,并設計合理的吸風罩和風管系統,保證足夠的捕集風速。
四、系統設計與綜合治理建議
橡膠廠的污染治理絕非單一設備的簡單疊加,而需系統設計:
- 精準溯源與監測:分析各工序產污節點、濃度與風量,為設計提供依據。
- 分級治理與組合工藝:常采用“預處理+核心處理”組合工藝。例如:粉塵先經高效除塵器處理;含塵、油霧的廢氣先經干式或濕式預處理,再進入吸附或焚燒單元處理VOCs;對于復雜廢氣,可采用“堿洗(除硫/酸)+除霧+干式過濾+核心凈化(如RTO)”等組合流程。
- 能源回收與智能化控制:采用RTO/RCO回收燃燒熱量,用于生產或供熱,降低運行成本。集成PLC/DDC自動控制系統,實時監控設備運行狀態與排放數據,實現節能、穩定運行。
- 運維管理:制定嚴格的設備巡檢、維護、耗材更換(如濾袋、活性炭)制度,確保治理設施長期穩定達標運行。
###
面對環保挑戰,橡膠廠應秉持“源頭削減、過程控制、末端治理”的綜合理念。通過科學選擇與組合廢氣治理技術(如吸附、燃燒)及粉塵治理設備(如布袋除塵器),并構建一體化的智能管控系統,不僅能滿足日益嚴格的排放標準、改善工作環境、履行社會責任,更能通過資源與能源的回收利用,挖掘環保過程中的經濟效益,最終實現環境績效與產業競爭力的雙贏。